摘要
在工业级3D打印领域,选择性激光烧结(SLS)和多射流熔融(MJF)代表粉末床熔融技术的高水平应用。二者技术路线迥异: SLS 凭借未烧结粉末自支撑特性,突破传统制造局限,实现复杂几何(嵌套结构、活动铰链)和优异材料韧性(含玻纤/碳纤增强及弹性体)。其各向同性力学性能满足功能零件需求,但原始表面粗糙且效率较低,适合高复杂度、高韧性场景。 MJF 通过喷墨与红外熔融协同,实现高速批量生产和优异批次稳定性。其“细化剂”技术优化轮廓精度与表面质量,结合成本效益优势(>80%粉末利用率),在工装夹具、流体管道及终端产品制造中成为成熟技术方案。 选型依据:SLS适用极端设计/特殊材料需求;MJF强于快速交付、精密结构及批量成本控制。二者功能互补,企业需基于零件性能优先级选择技术路径以释放增材制造潜力。
产品介绍
在追求设计自由、快速迭代和小批量生产的现代制造业中,工业级3D打印技术已成为不可或缺的力量。其中,粉末床熔融技术因其能直接制造坚固耐用的功能性零件而备受推崇,选择性激光烧结(SLS)与多射流熔融(MJF)正是这一领域的佼佼者。理解它们的功能特性和技术差异,是企业迈向智能化、柔性化生产的关键。

SLS:驾驭复杂设计
SLS技术的核心在于高精度激光束(如CO2激光)精密烧结尼龙粉末(如PA12、PA11),逐层堆积成型。其核心优势在于极高的设计自由度:
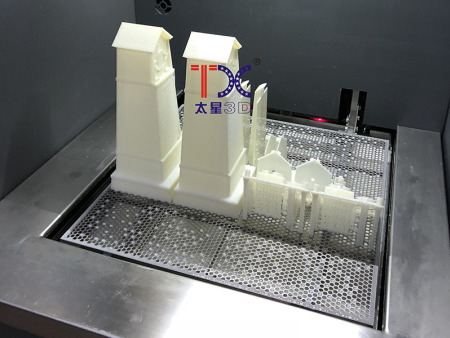
支撑结构革新:未烧结粉末自然承托模型,能轻松实现内部空腔、相互嵌套部件、活动铰链、超薄壁等传统制造难以企及的复杂几何结构。工程师得以优先考虑零件性能和轻量化,而非制造限制。
材料多样性与韧性能:以高强度、韧性的尼龙材料(PA12/PA11)为基础,发展出玻纤增强、碳纤增强(显著提升强度与热传导性)、阻燃及弹性体(TPU)等多种体系,满足从刚性结构到柔性部件的广泛需求,尤其以优异的冲击韧性见长。
功能耐用性:SLS零件的各向同性力学性能优异,热变形温度满足大多数工程应用环境。它们能直接用于功能原型测试、小批量终端产品、低负载工装夹具及备件,例如汽车进气管路、飞行器外壳、定制化工具卡具。
然而,SLS零件原始表面呈“粉状”质感,通常需喷砂后处理改善外观,且打印速度相对MJF较慢。其技术挑战在于设备投入与工艺优化,需精确控制腔体温度并具备粉末回收处理能力(回收率通常>70%)

MJF:速度与精度的融合
在追求设计自由、快速迭代和小批量生产的现代制造业中,工业级3D打印技术已成为不可或缺的力量。其中,粉末床熔融技术因其能直接制造坚固耐用的功能性零件而备受推崇,选择性激光烧结(SLS)与多射流熔融(MJF)正是这一领域的佼佼者。理解它们的功能特性和技术差异,是企业迈向智能化、柔性化生产的关键。
SLS:驾驭复杂设计
SLS技术的核心在于高精度激光束(如CO2激光)精密烧结尼龙粉末(如PA12、PA11),逐层堆积成型。其核心优势在于极高的设计自由度:
支撑结构革新:未烧结粉末自然承托模型,能轻松实现内部空腔、相互嵌套部件、活动铰链、超薄壁等传统制造难以企及的复杂几何结构。工程师得以优先考虑零件性能和轻量化,而非制造限制。
材料多样性与韧性能:以高强度、韧性的尼龙材料(PA12/PA11)为基础,发展出玻纤增强、碳纤增强(显著提升强度与热传导性)、阻燃及弹性体(TPU)等多种体系,满足从刚性结构到柔性部件的广泛需求,尤其以优异的冲击韧性见长。
功能耐用性:SLS零件的各向同性力学性能优异,热变形温度满足大多数工程应用环境。它们能直接用于功能原型测试、小批量终端产品、低负载工装夹具及备件,例如汽车进气管路、飞行器外壳、定制化工具卡具。
然而,SLS零件原始表面呈“粉状”质感,通常需喷砂后处理改善外观,且打印速度相对MJF较慢。其技术挑战在于设备投入与工艺优化,需精确控制腔体温度并具备粉末回收处理能力(回收率通常>70%)。
MJF:速度与精度的融合
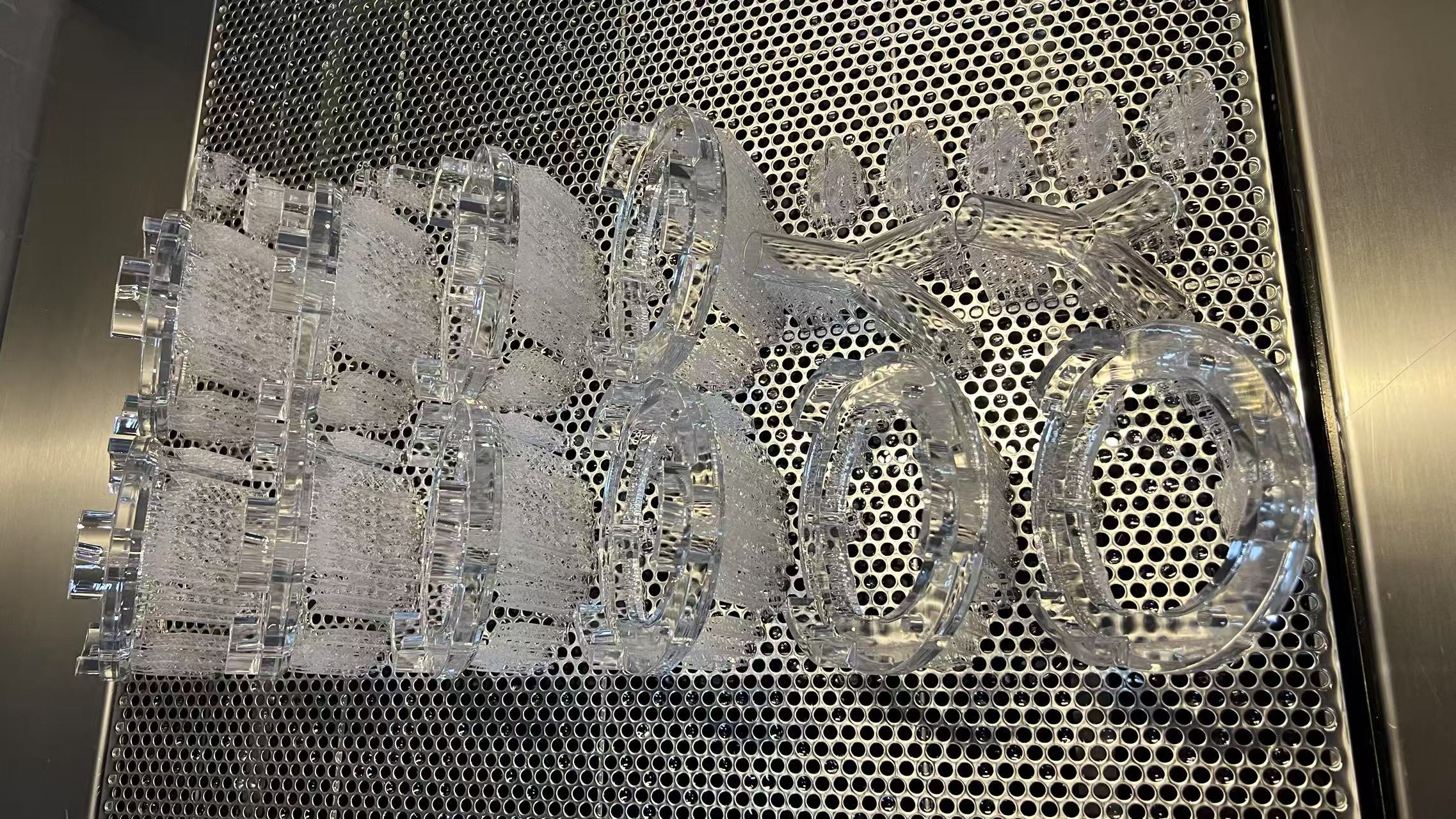
MJF (多射流熔融) 技术 基于创新的喷墨热熔原理。其核心工艺是在粉末床上通过精密喷头喷射两种功能性化学剂:熔融剂作用于需要固化的区域,细化剂则精确勾勒轮廓边缘以提升细节精度。随后,红外热源对整个粉末层面进行均匀加热,使熔融剂覆盖区域的粉末熔合,逐层构建成型。其功能优势集中体现在效率与质量平衡
其功能优势集中体现在效率与质量平衡:
突出的生产效率:多喷头并行作业、层厚适中、红外整体加热的模式赋予MJF远超SLS的打印速度,使其成为中小批量功能件生产的速度标杆。
优异的精度与表面:得益于“细化剂”对轮廓的勾勒优化,MJF零件在垂直壁面质量、边缘锐利度、细节呈现上普遍优于原始SLS表面,呈现更紧密的颗粒感,特征尺寸和微小文字清晰度更佳。
成本效益:高速带来更低的单位时间成本,结合优异的粉末利用率(回收率>80%)和相对较低的运营能耗,在批量生产时单位成本有竞争力。
高一致性:MJF工艺过程高度自动化与优化,零件性能批次间稳定性高。 (原“稳定一致性”、 “非常高”)
MJF的核心材料同样是高性能尼龙(PA12/PA11),并有玻纤增强、阻燃、及独特的类PP材料(适用于柔性卡扣等)选项。它在功能原型、工装(如复杂的装配夹具、定位块)、流体管道、有美观需求的外壳及个性化终端产品上表现亮眼。其局限主要在材料生态相对依赖特定厂商,且零件的断裂伸长率可能略低于顶级SLS材料。

选型依据:功能需求主导
优先选用SLS:
设计高度复杂,需要优异的韧性和冲击强度。
需要特殊材料性能(如高含量玻纤/碳纤增强、弹性体TPU)。
对原始表面光洁度要求不高,有充分后处理能力。
优先选用MJF:
速度至上,需要快速交付中小批量功能件。
追求良好的原始表面质量、良好的精度细节和锐利边缘。
追求可预测的单位部件成本效益,尤其批量生产时。
要求高批次稳定性与重复精度。

SLS和MJF并非简单的谁优谁劣,而是功能侧重点不同的强大工具。SLS是解决高复杂度设计、高机械韧性要求零件的强有力方案;MJF则是实现快速批量、精密结构、稳定输出制造的成熟路径。理解其核心技术特性和应用边界,能让企业在产品开发、备件供应和柔性生产中有效聚焦,释放增材制造的巨大潜能,真正实现“设计到成品”的制造新范式。